
Xitron "Blue Box" + Windows 11 25H2: What to Do Now
If you rely on the Xitron USB "Blue Box" for plate output, a recent Windows 11 change needs your attention before it reaches your machine.
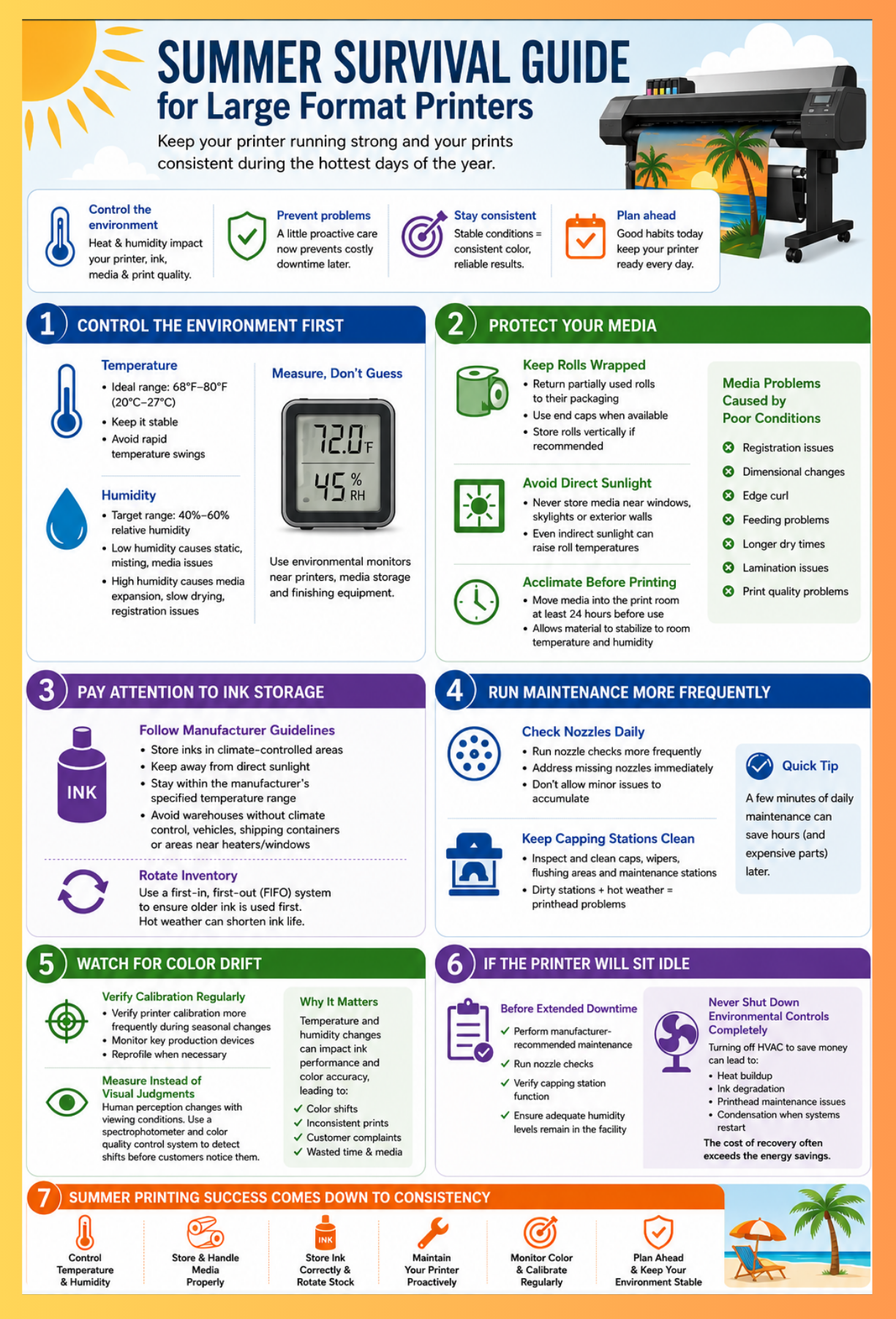
Summer Survival Guide For Large Format Printers
Hot summer weather can be tough on large format printers. Whether you're running eco-solvent, solvent, UV, latex, or aqueous devices, excessive heat and poor environmental control can lead to color shifts, nozzle issues, media problems, and costly downtime.
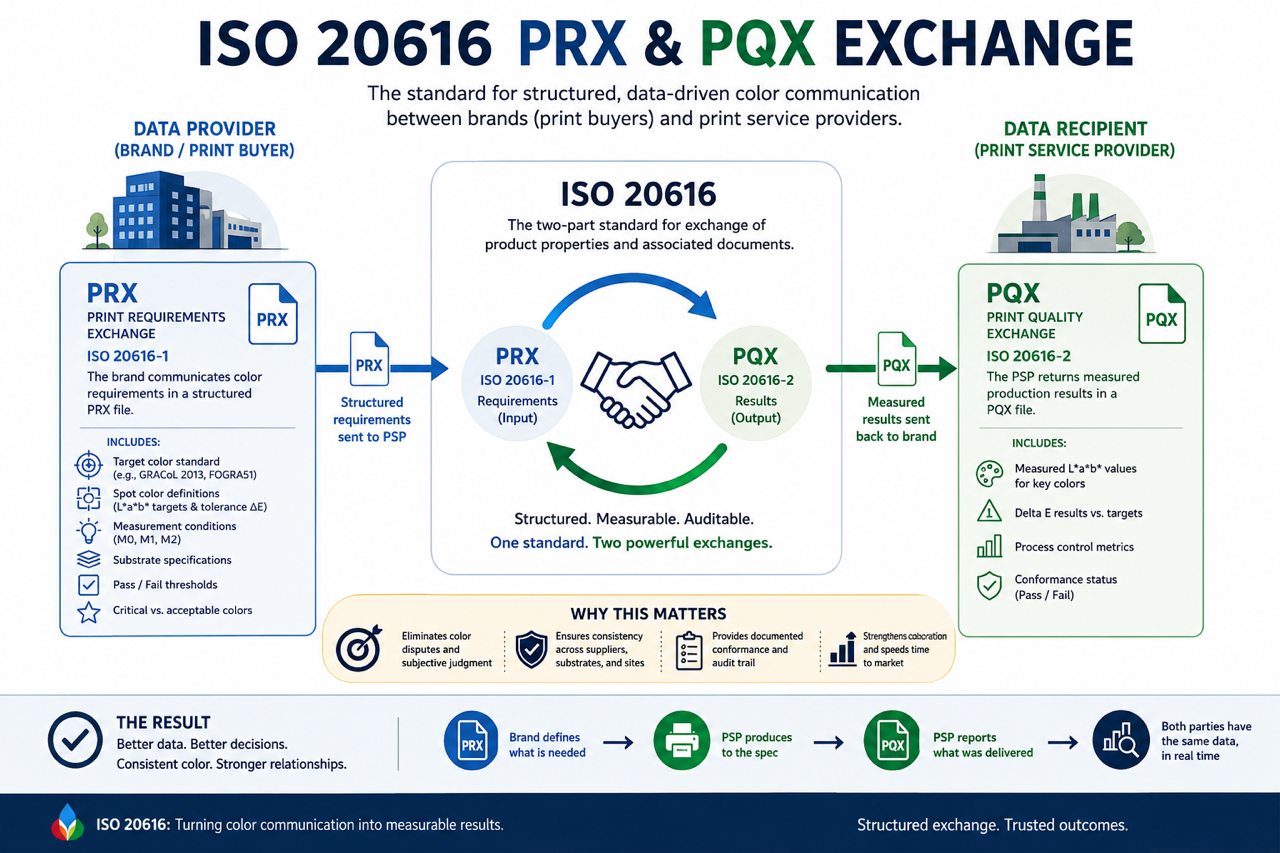
The Color Communication Standard You've Probably Never Heard Of — But Should Be Using
ISO 20616 is a two-part standard that defines a formal, structured language for color communication between a print buyer (the brand, agency, or print buyer) and a Print Service Provider (PSP).

Modern Color Control with the Alder Color Control Platform
Taking the Guesswork Out of Color Control – It’s critical!
In today’s print environment, color is no longer just a quality metric, it’s a contractual expectation. Brands demand consistency across runs, substrates, and devices, and “close enough” simply doesn’t cut it anymore.
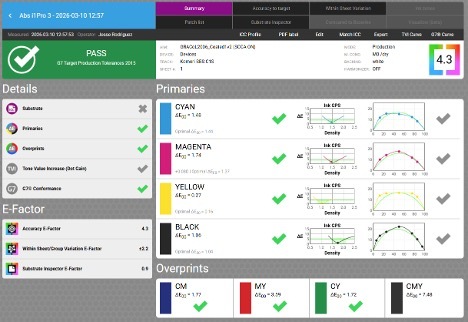
Success Story: Advancing Color Management at Absolute Packaging
Absolute Packaging, located in Anaheim, partnered with Alder Color Solutions to enhance their color management capabilities across multiple print platforms. What began as an installation of a packaging prototyping system quickly evolved into a comprehensive, multi-phase color optimization initiative.

ATTENTION FIERY XF USERS!
Urgent Update-please take action!! Due to essential system updates at Fiery, LLC., happening on April 14th, 2026, all versions of Fiery XF 7.0-8.0.5 must be updated with the Fiery XF 2026 Essential Update. If Fiery XF servers are not updated, users will no longer be able to: -Access available updates on the Fiery…
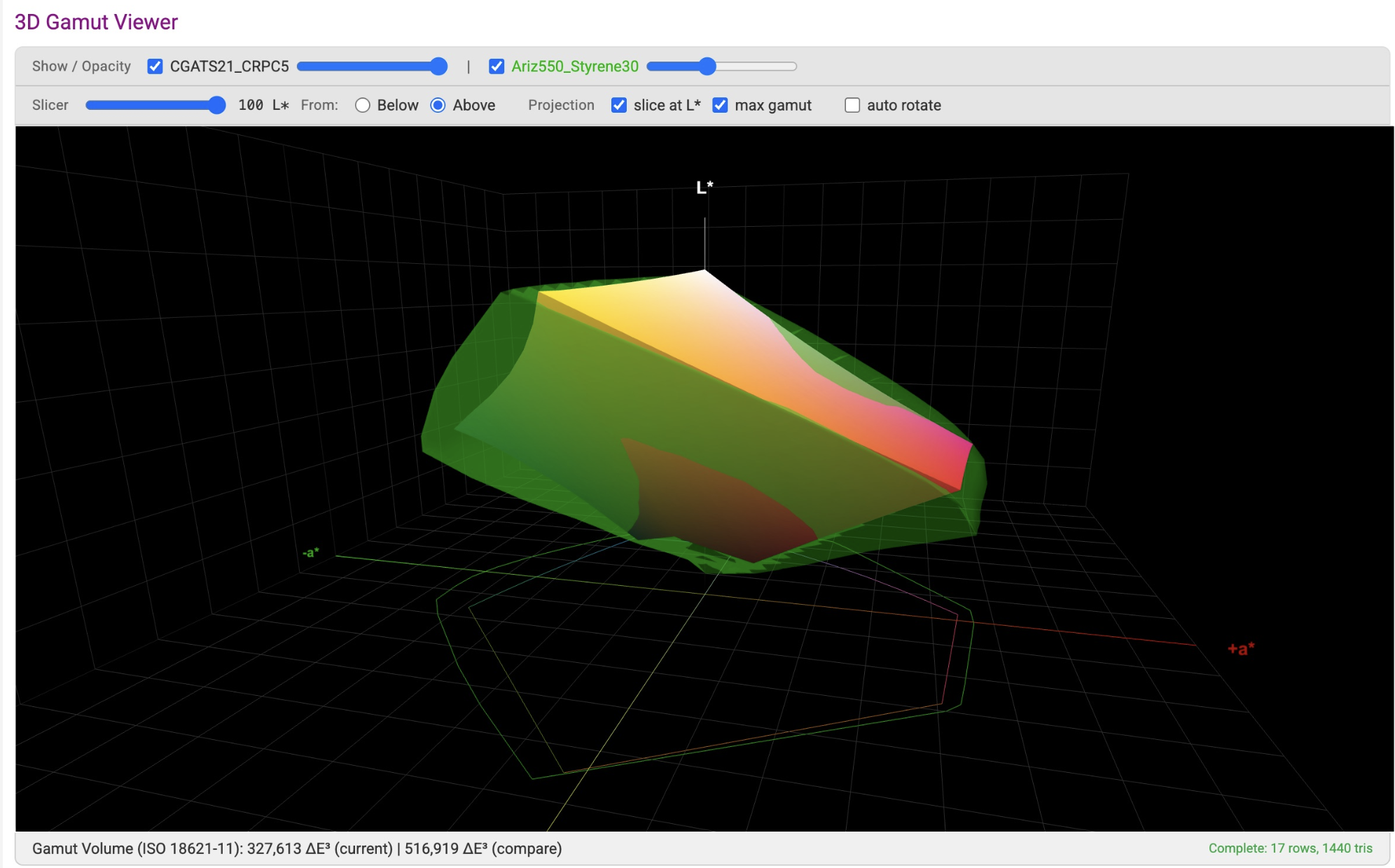
New 3D Gamut Viewer in ChromaChecker
For those of you who follow me, you know I’m a huge proponent of ChromaChecker. So much so that we have our own branded instance at alder.chromachecker.com. Not only do we have dozens of our clients on this platform but we use it for all of our professional services –…